Teollinen kokoonpano ja niittaustekniikka ovat metalliteollisuuden kulmakiviä, joiden merkitys korostuu erityisesti energia-, kone- ja ajoneuvoteollisuudessa. Kun tuotantopäälliköt etsivät luotettavia ratkaisuja komponenttien liittämiseen, niittaus tarjoaa ainutlaatuisia etuja verrattuna perinteisiin hitsaus- ja ruuvausmenetelmiin.
Tässä artikkelissa käymme läpi teollisen kokoonpanon ja niittauksen käytännön sovellukset, prosessin vaiheet sekä sen, milloin niittaus on paras valinta metalliosien yhdistämiseen. Tavoitteena on antaa sinulle selkeä kuva siitä, miten nämä tekniikat voivat tehostaa tuotantoprosessejasi.
Mitä teollinen kokoonpano ja niittaus tarkoittavat käytännössä?
Teollinen kokoonpano on prosessi, jossa yksittäiset komponentit yhdistetään toimivaksi kokonaisuudeksi. Metalliteollisuudessa tämä tarkoittaa erilaisten metalliosien liittämistä toisiinsa käyttäen erilaisia liitostekniikoita.
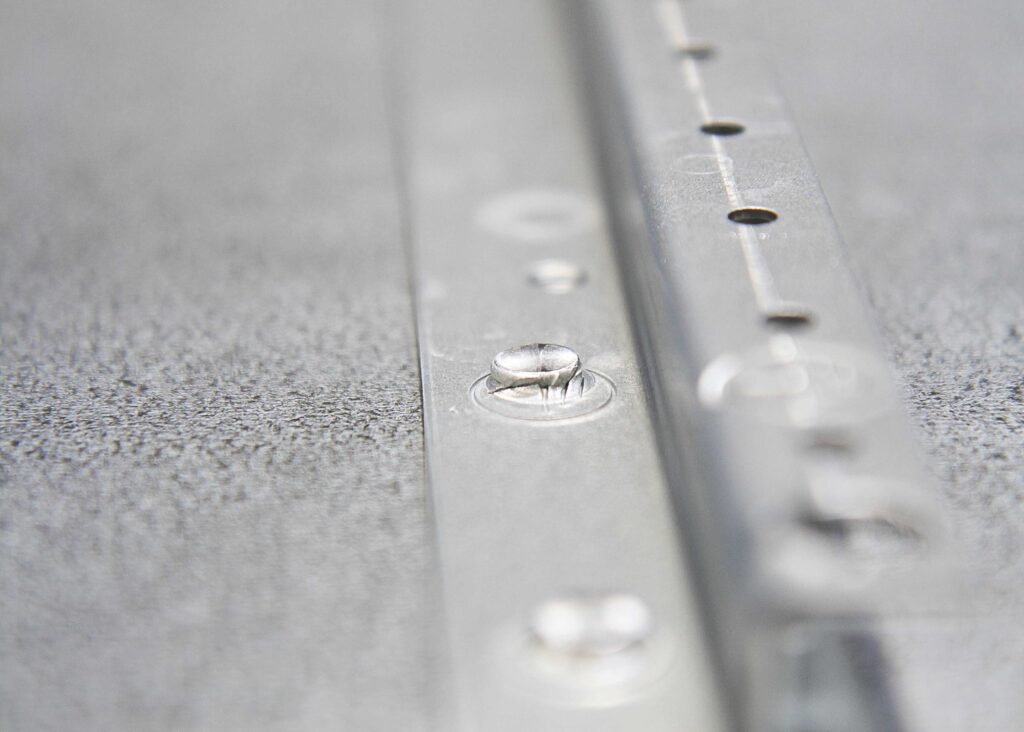
Niittaus puolestaan on mekaaninen liitostekniikka, jossa kaksi tai useampi materiaalikerros yhdistetään pysyvästi metalliniitin avulla. Toisin kuin hitsauksessa, niittauksessa materiaaleja ei sulateta yhteen, vaan ne puristetaan kiinni mekaanisesti.
Energia-alalla niittausta käytetään esimerkiksi laivamoottoreiden komponenteissa, kun taas koneenrakennuksessa se soveltuu erinomaisesti ohutlevyosien ja prässiosien liittämiseen. Ajoneuvoteollisuudessa niittaustekniikka on välttämätön monissa rakenteellisissa sovelluksissa.
Miksi niittaus on edelleen kriittinen liitostekniikka metalliteollisuudessa?
Niittauksen suurin etu on sen kyky säilyttää materiaalien alkuperäiset ominaisuudet. Kun hitsauksessa lämpö voi muuttaa metallin rakennetta ja ominaisuuksia, niittaus ei aiheuta lämpövaikutuksia liitettäviin materiaaleihin.
Korroosionkeston kannalta niittaus on usein parempi vaihtoehto, erityisesti kun käytetään eri metalleja. Galvaaninen korroosio on helpompi hallita niittauksessa kuin hitsatuissa liitoksissa.
Ohutlevyjen käsittelyssä niittaus loistaa. Kun levyn paksuus on alle 2 millimetriä, hitsaus voi aiheuttaa vääntymistä ja epätasaisuuksia. Niittaus mahdollistaa tarkkuuskomponenttien liittämisen ilman muodonmuutoksia.
Teollisen kokoonpanon prosessi: vaiheet ja laatuvaatimukset
Kokoonpanoprosessi alkaa huolellisesta suunnittelusta, jossa määritellään liitoskohtien sijainnit ja kuormitukset. Tämän jälkeen komponentit valmistellaan, mikä sisältää reikien porauksen ja pintojen puhdistuksen.
Varsinainen niittausprosessi vaatii tarkkaa hallintaa. Niittipaine ja -aika on säädettävä materiaalin mukaan optimaalisen liitoksen saavuttamiseksi. ISO 9001:2015- ja EN 1090 -standardit määrittävät laatuvaatimukset koko prosessille.
Laadunvarmistuksen kriittisiä pisteitä ovat niittien kiristysvoiman mittaus, liitoksen tiiveyden tarkastus sekä visuaalinen tarkastelu. Meillä jokaisella myyntitiimin jäsenellä ja johdolla on käytännön osaamista tuotantoteknologiasta, mikä mahdollistaa optimaalisten ratkaisujen ehdottamisen.
Milloin valita niittaus muiden liitostekniikkojen sijaan?
Niittaus on paras valinta, kun tarvitaan pysyvä, kestävä liitos ilman lämpövaikutuksia. Se soveltuu erinomaisesti tilanteisiin, joissa liitetään eri materiaaleja tai kun komponentit altistuvat värähtelylle.
Kustannustehokkuuden näkökulmasta niittaus on kilpailukykyinen vaihtoehto suurissa sarjoissa. Prosessi on nopea ja toistettava, mikä vähentää työkustannuksia verrattuna manuaaliseen hitsaukseen.
Pitkällä aikavälillä niittaus tarjoaa erinomaisen kestävyyden ja huoltovapauden. Liitokset kestävät rasitusta ja ympäristövaikutuksia ilman säännöllistä huoltoa, mikä tekee siitä arvokkaan valinnan kriittisissä sovelluksissa.
Teollinen kokoonpano ja niittaustekniikka tarjoavat luotettavan ratkaisun moniin metalliteollisuuden haasteisiin. Kun valitset sopimusvalmistajan, varmista, että heillä on kokemusta näistä erikoistekniikoista ja tarvittavat laatusertifikaatit.